|
来源:铝深加工 6082铝合金属于6×××系列(Al-Mg-Si)合金铝板,是能够热处理可强化的铝合金板材,具有中等强度和良好的焊接性能、耐腐蚀性,主要用于交通运输和结构工程工业。我们在挤压6082铝合金型材时需要注意的以下几个事项: 铝合金铸棒加热方式 铝合金铸棒加热采用工频感应加热,这种热方式的特点: a、加热时间短,在3分钟内即可达到500℃左右; b、挤压温度控制准确,误差不超过±3℃。 如果用电阻炉缓慢加热,将会导致Mg2Si相析出,影响强化效果。 铝型材挤压 改变了以下几方面的因素,合理制订6082合金铝型材挤压工艺。 1、6082合金变形抗力大,所以铸棒温度应偏上限(480-500℃); 2、铝挤压模具温度也应偏高; 3、为防止缩尾或气泡、氧化皮、杂质卷入,压余应留长一些; 4、要使合金主要强化相Mg2Si完全固溶,须保证淬火温度在500℃以上,固此型材挤压出口温度应控制在500-530℃; 5、6082铝合金淬火敏感性高。合金中含有Mn,促进晶内金属间化合物形成,对淬火性能有不利影响。要求淬火冷却强度大、冷却速度快,必须通过水淬使其温度迅速降到50℃以下;6、6082铝合金型材锯切后,装框应保护一定间隔,不可排放过密。 铝型材表面损伤主要原因 ①铸锭表面附着有杂物或铸锭成分偏析。铸锭表面存在大量偏析浮出物而铸锭又未进行均匀化处理或均匀化处理效果不好时,铸锭内存在一定数量的坚硬的金属颗粒,在挤压过程中金属流经工作带时,这些偏析浮出物或坚硬的金属颗粒附着在工作带表面或对工作带造成损伤,最终对型材表面造成划伤; ②模具型腔或工作带上有杂物,模具工作带硬度较低,使工作带表面在挤压时受伤而划伤型材; ③出料轨道或摆床上有裸露的金属或石墨条内有较硬的夹杂物,当其与型材接触时对型材表面造成划伤; ④在叉料杆将型材从出料轨道上送到摆床上时,由于速度过快造成型材碰伤; ⑤在摆床上人为拖动型材造成擦伤; ⑥在运输过程中型材之间相互摩擦或挤压造成损伤 解决办法 ①加强对铸锭质量的控制; ②提高修模质量,模具定期氮化并严格执行氮化工艺; ③用软质毛毡将型材与辅具隔离,尽量减少型材与辅具的接触损伤; ④生产中要轻拿轻放,尽量避免随意拖动或翻动型材; ⑤在料框中合理摆放型材,尽量避免相互摩擦。 |


2025-10-31

2025-10-31

2025-10-31

2025-10-31

2025-10-31


今年以来,国家货币格局出现诸多变化。非美元货币的多元化配置已成趋势,区块链和分布
A股市场今天(10月31日)上午整体走低,不过上证指数和深证成指跌幅均不大。传媒板块

10月以来,多只绩优创新药概念股获得融资客加仓。今日(10月31日),市场早间震荡调整

43家上市券商三季报已悉数披露。前三季度上市券商归母净利润均实现增长,超六成增幅在

创新药赛道突然大爆发。今日,A股、港股创新药概念股全线爆发,三生国健、舒泰神强势

一年好景君须记,最是橙黄橘绿时。近日,湖南省永州市冷水滩区伊塘镇绿生源果园的爱媛

“芽尖朝上摆,覆土厚度8到10厘米正好,这样既能防冻又能保墒!”10月下旬,霜降节气

10月29日上午,保靖黄金茶品牌推介暨吕洞山原生态文化艺术(非遗)展演活动在湖南保靖

今日黄金股延续近期回暖态势。尽管此前金价自高位回调引发黄金股调整,但近日多家黄金
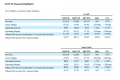
美东时间周四盘后,全球领先的存储设备制造商西部数据公布了其2026财年第一财季(截至












