|
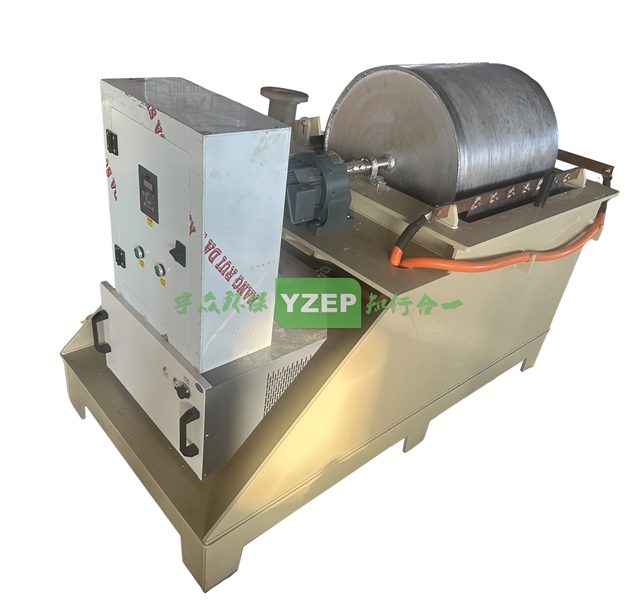
据宇众环保消息:深圳市宇众环保科技有限公司2款资源综合回收利用设备上市。 ►公司简介 深圳市宇众环保科技有限公司成立于2012年1月,注册资金1000万元, 是一家以环境治理技术服务及环保设备研发、生产为中心,集环保工程设计、建设及商业化运营为一体的国家高新企业.建立了一个企业总部,一个研发中心,一个实验基地,一个生产基地,业务遍布全国和全球20多个国家,专注于PCB、矿产资源、湿法冶金、电镀化工、半导体、新能源、表面处理等领域生产过程中产生的含贵重金属废液的资源综合回收利用。积极响应国家的“碳达峰”“碳中和”环保生产理念,秉承“质量为本、技术创新、服务至上”的企业精神,在满足清洁生产、资源再生和源头治理的社会发展趋势下,愿与您共同寻求可持续发展道路,竭诚与国内外客户互利共赢、立足中国、面向世界、共创辉煌。 ►资源综合回收利用设备应用领域 对于应用领域,宇众环保介绍:资源综合回收利用系统是深圳市宇众环保科技有限公司自主研发的新一代环保设备,达到行业领先技术水平。含重金属废液是PCB、电镀、有色冶金、尾矿、稀土、表面处理、再生金属等行业排出的一种相对比较难处理的废液,由于重金属特有的化学性质,常规水处理站都是把废水稀释到一定浓度后再进入综合池处理。对于高浓度的含重金属,一般都是集中收集委外处理。 资源综合回收利用系统是一种专业处理高低浓度重金属废液的设备,高低浓度的废液在经设备处理后,可把大部分的重金属去除掉,处理后的废液可进入一般的废水处理站处理。在处理废液的过程中,能得到金属板,直接售卖,能带来可观的经济收益。资源综合回收利用系统主要应用电化学的工艺处理高低浓度废液,以特制稀有金属板作为阳极,以钛板作为阴极,在电解的作用下,废液里的金属离子在阴极钛板富集,形成金属板。 资源综合回收利用系统应用于水处理、石化、冶金、电力、精细化工、涂料、油墨、造纸、食品饮料、制药、金属加工等行业。针对金/银/锡/铜/镍/锌/钴金属电解效果特别好。 ►卧式旋转式电解系统介绍 1. 核心工艺参数 • 电流密度:决定铜箔沉积速度与厚度均匀性,常规范围 15-60 A/dm²,高电流密度可提升产能,但需匹配电解液体系。 • 电解温度:控制铜离子沉积速率与结晶质量,通常维持在 40-60℃,需配备精准温控系统。 • 电解液参数: 硫酸铜浓度:80-120 g/L(提供铜离子来源); 硫酸浓度:180-220 g/L(维持导电性、抑制铜粉生成); 添加剂含量:ppm级(如Cl⁻、有机光亮剂,调控铜箔硬度、光泽度)。 • 电解时间:根据目标铜箔厚度调整,例如生产12μm铜箔,对应时间约 20-40分钟(与电流密度正相关)。 2. 设备结构参数 • 电极配置: ◦ 阳极:通常为铅基合金板(耐硫酸腐蚀),部分高端设备用钛基涂层阳极; ◦ 阴极:钛辊(表面需抛光,决定铜表面粗糙度,Ra一般<0.8μm)。 • 钛辊规格:直径常见 0.6-1.2m,转速 1-5 r/min(与电流密度协同控制厚度)。 • 槽体尺寸:根据产能设计,单槽容积通常 500-2000 L,部分大型生产线采用多槽串联。 3. 性能与控制参数 • 铜厚度精度:±3%,依赖电流、钛辊转速闭环控制。 • 电流效率:工业级设备通常 95%-98%(电流效率=实际产箔量/理论产量×95%)。 • 能耗:生产1吨铜耗电量约 3500 kWh(与电流密度、电解液电阻相关)。 • 自动化控制:需具备电解液浓度在线监测、温度/电流/转速PID调节、故障报警(如漏液、电极异常)等功能,确保连续稳定运行。 4.设备图片
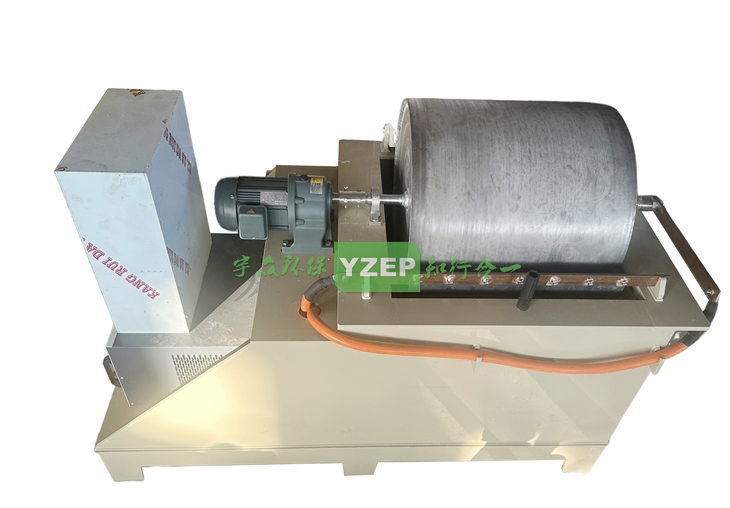
►立式旋转式电解系统介绍 1、核心工艺原理 基于“电解精炼”原理:将废杂金属或矿粒放在阳极框里面,不锈钢滚筒作为阴极,共同浸入含硫酸铜和硫酸的电解液中。通电后,阳极的废杂铜溶解为铜离子(Cu - 2e⁻ = Cu²⁺),铜离子在阴极析出并沉积为纯铜(Cu²⁺ + 2e⁻ = Cu),而废料中的杂质(如铁、镍、铅等)则通过溶解、沉淀或留在阳极泥中被分离。 2、关键技术参数 废杂铜电解设备的参数需匹配原料纯度(如低品位废杂铜需调整工艺),典型工业级参数如下: • 电解温度:控制在 50-65℃,此温度下可降低电解液电阻、提升铜离子迁移速率,同时减少能耗(温度过低会导致电解效率下降,过高则增加水分蒸发和酸雾)。 • 电流密度:常规范围 200-300 A/m²(高品位废杂铜可适当提高至350 A/m²),电流密度直接影响产能——密度越高,铜沉积速度越快,但需匹配电解液浓度,避免析出粗糙铜。 • 电解液成分: 硫酸铜浓度:45-55 g/L(提供充足铜离子,浓度过低易导致阴极铜发黑); 硫酸浓度:180-220 g/L(维持电解液导电性,抑制铜离子水解,同时溶解杂质铁、镍); 添加剂:少量氯离子(50-80 mg/L,细化阴极铜晶粒)、有机胶(如骨胶,改善铜表面平整度)。 • 电极配置: 阳极:废杂铜压制成的阳极板(厚度30-50 mm,需去除油污、锈蚀等预处理); 阴极:初始为纯铜种板(厚度0.5-1 mm),或不锈钢板(后续需剥离铜层); 极间距:80-120 mm(间距过小易导致两极短路,过大则增加槽电压和能耗)。 • 电解周期:7-10天(根据阴极铜目标厚度调整,通常最终阴极铜厚度10-15 mm)。 • 电流效率:工业级设备可达 95%-98%(效率=实际产铜量/理论产铜量×100%,杂质过多会导致效率下降); • 能耗:生产1吨阴极铜耗电量约 280-350 kWh(低品位废杂铜因杂质多,能耗会增至400 kWh以上)。 3、核心设备组成 废杂铜电解设备是“槽体+辅助系统”的集成,关键组成部分包括: 1. 电解槽:核心反应容器,材质多为钢筋混凝土内衬玻璃钢(耐硫酸腐蚀),单槽容积 5-15 m³(大型生产线采用多槽串联),槽内配备阳极架、阴极架(便于电极装卸)。 2. 电解液循环系统:含储罐、泵、过滤器——电解液从电解槽流出后,经过滤器去除阳极泥(含金、银等贵金属,可回收),再补充硫酸铜/硫酸后回流至槽内,保证成分均匀(循环量通常为2-4倍槽容积/小时)。 3. 温控系统:通过蒸汽加热或换热器,将电解液温度稳定在90-95℃,同时配备保温层减少热量损失。 4. 酸雾处理系统:电解过程中会产生硫酸雾,需通过槽边吸风装置+喷淋塔(用碱液中和)处理,避免腐蚀设备和危害操作人员健康。 5. 自动化控制系统:配备电流/电压闭环控制(维持电流密度稳定)、电解液浓度在线监测(自动补加药剂)、槽温监控,部分高端设备支持电极自动装卸,降低人工成本。 四、适用场景与优势 • 适用原料:各类废杂铜,包括废铜线、废铜器、铜合金边角料(如黄铜、青铜,需提前分离非铜金属如锌、锡); • 核心优势:提纯效果好(阴极铜纯度≥99.95%,可直接用于电线、电缆等高端领域)、杂质可回收(阳极泥中的金、银、铂等贵金属能提升经济效益)、工艺成熟稳定(工业应用已超百年,技术门槛较低)。 5、关键选型要点 选择设备时需重点关注: • 原料适配性:低品位废杂铜(含杂>5%)需选择“预处理+高抗杂质”设计的设备(如加强电解液过滤、增加除杂单元); • 产能匹配:根据目标年产量(如5000吨/年、10000吨/年)确定电解槽数量和单槽规格; • 环保合规:优先选择配备高效酸雾处理、阳极泥回收系统的设备,满足当地环保排放标准(如硫酸雾排放≤30 mg/m³)。 设备图片
►企业文化 使命:发展环保资源循环事业,为客户提供最优质的解决方案。 愿景:缔造环保资源循环新时代,成为有色金属提取行业的领导者。 价值观:拼搏、创新、诚信、专业、团结 经营理念:质量为本、技术创新、客户至上 人才理念:用人之德、扬人之长、容人之短 行为准则:勤奋、务实、严谨、高效、感恩 公司荣誉: 2018年广东省科学技术厅“高新技术企业” 微蚀液再生提铜设备专利ZL 2021 2 1391563.X 碱性蚀刻液直接电解设备专利ZL 2020 2 1543281.7 酸性蚀刻液再生装置专利ZL 2021 2 1391535.8 氨氮废水电解装置专利ZL 2021 2 1244501.6 全自动铜粉回收机专利ZL 2021 2 1244502.0 旋流电解回收金属装置ZL 2021 2 1246789.0 电解回收镍金属装置专利ZL 2021 2 1543690.7 棕化液电解铜回收设备专利ZL 2 1244489.9 硝酸铜电解回收铜设备专利ZL 2021 2 1543687.5 贵金属提取回收设备专利ZL 2021 2 1244504.X 退锡水再生循环回用专利ZL 2021 2 1391532.4 ►联系方式 公司地址:广东省深圳市宝安区沙一村新沙路京基御景珑庭7B1401 工厂地址:广东中山市南朗街道翠亨新区北辰路20号瑞福达工业园3栋8楼 电话:18025346488 0755-29873708 网址:www.yzep.com
|
前天 20:31
前天 20:30

前天 20:29

前天 20:29

前天 20:28

有投资者在投资者互动平台提问:请问公司是否有产品应用于无人机,低空飞行装备上?金

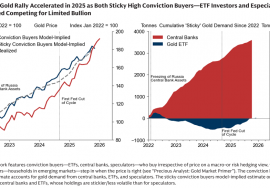
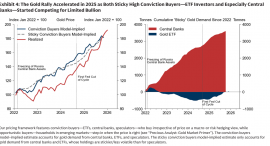
华尔街大行高盛周四(12月18日)发布了一份2026年大宗商品报告,其中指出,在基本假设
12月19日,上证指数早盘探底回升,午后有所回落;深证成指早盘震荡上扬,临近午盘有所

俄罗斯总统普京今日在莫斯科举行2025年度记者会。普京会对即将过去的一年进行总结,以
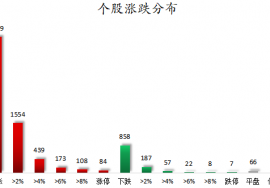
热门股胜通能源收获6连板。截至今日(12月19日)收盘,上证指数报收3890.45点,上涨0.

SMM 12月19日讯:本周钴系产品价格继续上涨,对于钴市场而言,原料端的供应紧缺已经成

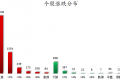
汽车、机械设备行业主力资金净流入均超20亿元。A股三大指数今日(12月19日)集体上涨
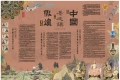
文江西日报全媒体记者张锋、毛江凡、胡武龙 ▲敦煌莫高窟第328窟(等比例复制)本文
SMM 12月19日讯:今日早间,汽车零部件板块盘中快速拉涨,指数盘中一度涨逾2%。个股方

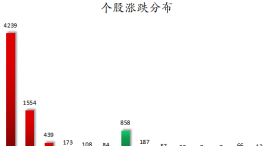
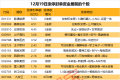
本周166股主力资金净流入1亿元以上。多只高位股尾盘跳水12月19日,A股市场震荡走强。